中频焊机介绍:
激光焊点表面存在金属堆积,焊点中心则呈现不同程度的下塌,这主要是由于金属来不及回填产生的。当激光功率达到一定值时,熔池中的液态金属急剧蒸发形成匙孔,并产生一个反冲力,把液态金属推向熔池的边缘,堆积在焊点周围。当激光停止作用时,金属不再蒸发,反冲力消失,堆积的金属在重力的作用下重填匙孔,同时液态金属冷却凝固。如果金属在没有完全回填匙孔的情况下凝固,就会在焊点表面形成下塌。
相对于连续焊来说,由于激光点焊加热时间短,金属的冷却凝固速度很快,所以下塌现象更明显。另外,在点焊过程中还存在着金属的损失,这种损失一方面是由于激光点焊时金属急剧蒸发,另一方面是金属蒸发时产生的反冲压力造成金属的飞溅。 在未熔透情况下焊点表面均无下塌现象,且功率变化对熔深的影响较大。焊点完全熔透,此时表面出现明显下塌,甚至在焊点的表面中心形成凹坑,激光功率越大,凹坑现象越明显。未熔透情况下气孔现象要比熔透情况下明显。气孔位置一般出现在熔合面附近,这可能是由于激光功率较小时熔池的搅动不够剧烈,熔池中的气泡无法很快的上浮,从而形成气孔。
选中频焊机,就在豪精机电!
 服务热线:186 1673 1111
服务热线:186 1673 1111
电阻焊自动化设备集成供应商
上海尊典实业有限公司 > 新闻中心 > 焊接知识 > 正文
中频焊机:激光焊点分析
2016-12-05 14:24:05
 高分子扩散焊
高分子扩散焊 铝带铝箔焊接机
铝带铝箔焊接机 气瓶焊接充装系统
气瓶焊接充装系统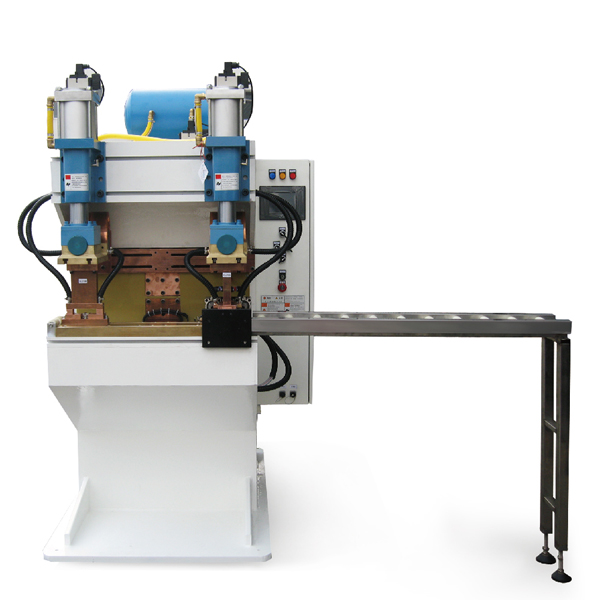 双头点焊机
双头点焊机 TD系列三相次极整流点焊机
TD系列三相次极整流点焊机 SC系列电容储能式点焊机
SC系列电容储能式点焊机 SG系列一体悬挂式点焊钳
SG系列一体悬挂式点焊钳 气动式点凸焊机---DTN-63
气动式点凸焊机---DTN-63 焊接循环冷却水箱
焊接循环冷却水箱 风冷盘管式冷水机
风冷盘管式冷水机 缝焊机(横缝)
缝焊机(横缝)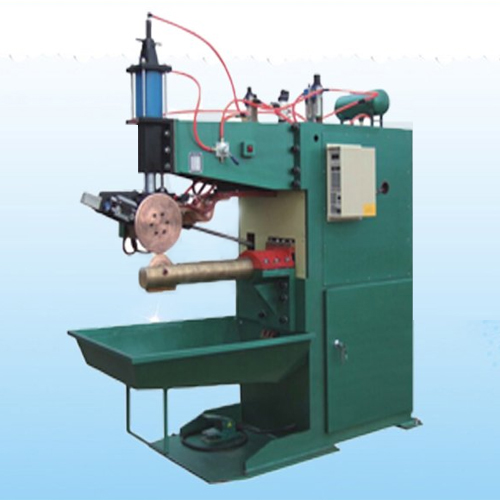 缝焊机(纵缝)
缝焊机(纵缝) 中频钢格板焊接生产线系列
中频钢格板焊接生产线系列 DMW3-4×250-1200 中频保护笼焊机
DMW3-4×250-1200 中频保护笼焊机 DNB系列双点头平台无痕点焊机
DNB系列双点头平台无痕点焊机 DNB系列平台无痕点焊机
DNB系列平台无痕点焊机 发电机线圈连接线中频点焊专机
发电机线圈连接线中频点焊专机 银点静触头中频点焊机110KVA
银点静触头中频点焊机110KVA