 服务热线:186 1673 1111
服务热线:186 1673 1111
立式中频点焊机系统由机械装置、供电装置、控制装置三大部分组成。
1.立式中频点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。通常状态为焊钳短行程张开,当把控制按钮切换到“通电”位置,扣动手柄开关则焊钳夹紧加压,同时电流在控制系统控制下完成一个焊接周期后恢复到短行程张开状态。
2. 供电装置
主电力电路由电阻焊变压器、可控硅单元、主电力开关、焊接回路等组成。目前,我们采用的焊接设备是功率200kVA、次级输出电压20V--40V的单相工频交流电阻焊机。由于多种车型共线生产,焊钳要焊接高强度钢板和低碳钢薄板,焊钳枪臂要传递较大的机械力和焊接电流,因此焊钳的强度、刚度、发热要满足一定要求,并且要具有良好的导电和导热性,同时要求焊钳采用通水冷却,所以选择焊钳电臂能够承受400kg压力的新型焊钳。
3. 控制装置
控制装置主要提供信号控制电阻立式中频点焊机动作接通和切断焊接电流,控制焊接电流值,进行故障监测和处理。
 高分子扩散焊
高分子扩散焊 铝带铝箔焊接机
铝带铝箔焊接机 气瓶焊接充装系统
气瓶焊接充装系统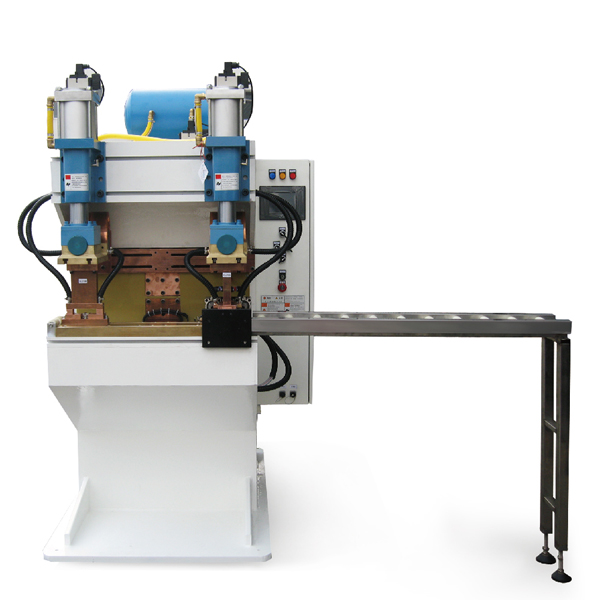 双头点焊机
双头点焊机 TD系列三相次极整流点焊机
TD系列三相次极整流点焊机 SC系列电容储能式点焊机
SC系列电容储能式点焊机 SG系列一体悬挂式点焊钳
SG系列一体悬挂式点焊钳 气动式点凸焊机---DTN-63
气动式点凸焊机---DTN-63 焊接循环冷却水箱
焊接循环冷却水箱 风冷盘管式冷水机
风冷盘管式冷水机 缝焊机(横缝)
缝焊机(横缝) 缝焊机(纵缝)
缝焊机(纵缝) 中频钢格板焊接生产线系列
中频钢格板焊接生产线系列 DMW3-4×250-1200 中频保护笼焊机
DMW3-4×250-1200 中频保护笼焊机 DNB系列双点头平台无痕点焊机
DNB系列双点头平台无痕点焊机 DNB系列平台无痕点焊机
DNB系列平台无痕点焊机 发电机线圈连接线中频点焊专机
发电机线圈连接线中频点焊专机 银点静触头中频点焊机110KVA
银点静触头中频点焊机110KVA