 服务热线:186 1673 1111
服务热线:186 1673 1111中频焊机接镀锌板时电极加压力约比低碳钢高20%-30%,这就是规定应用大电流焊接,以避免喷溅,镀锌层相对比较宽,凹陷现象较为严重,易于使电极接头遭受污染,应用的压力不可以高过规定压力。
镀锌钢板的点焊与通常的低碳钢焊接参数对比,它所选用的焊接电流、施加压力、通电时间等值都相对比较高,可是由于镀锌钢板的厚度、铁-锌合金化状态不一样,焊接参数也并不一致。选择焊接常用电极主要是考虑2个方面:一个是电极材料、而是电极头部样子。持续点焊时,接头表面温度约在650℃之上,电极要承担约14kg的压缩应力,故电极的性能务必与工作情况相一致。并且由于接头表面的合金化、其热传导性能要降低。
电极接头的样子,通常以前端为120℃的平头圆锥为适合。 镀锌钢板适用低碳钢、铬钢、锆钢的点焊,针对铜-铬、锆合金焊条效果更强,因接头表面免不了发生黏附现象,因而施焊时要留意不断的开展修磨,除标准电极材料外,把钼、钨加入铬铜接头等钎焊后产生复合电极,电极寿命可明显的提高。
 高分子扩散焊
高分子扩散焊 铝带铝箔焊接机
铝带铝箔焊接机 气瓶焊接充装系统
气瓶焊接充装系统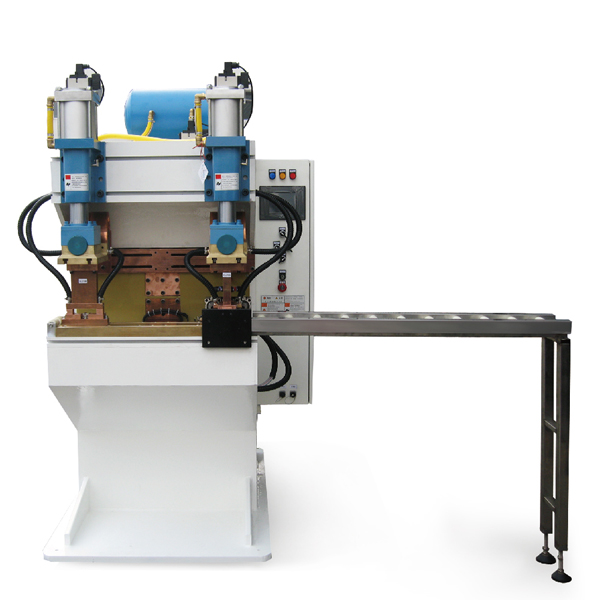 双头点焊机
双头点焊机 TD系列三相次极整流点焊机
TD系列三相次极整流点焊机 SC系列电容储能式点焊机
SC系列电容储能式点焊机 SG系列一体悬挂式点焊钳
SG系列一体悬挂式点焊钳 气动式点凸焊机---DTN-63
气动式点凸焊机---DTN-63 焊接循环冷却水箱
焊接循环冷却水箱 风冷盘管式冷水机
风冷盘管式冷水机 缝焊机(横缝)
缝焊机(横缝)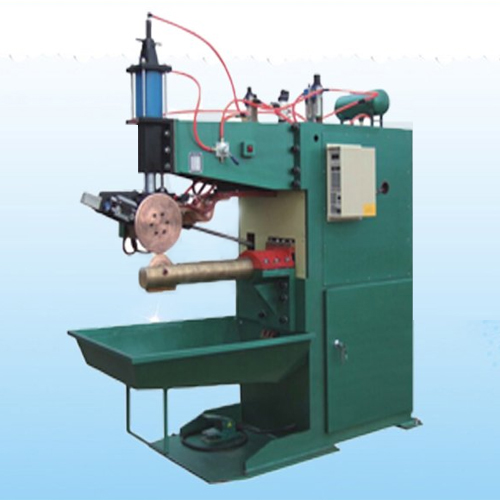 缝焊机(纵缝)
缝焊机(纵缝) 中频钢格板焊接生产线系列
中频钢格板焊接生产线系列 DMW3-4×250-1200 中频保护笼焊机
DMW3-4×250-1200 中频保护笼焊机 DNB系列双点头平台无痕点焊机
DNB系列双点头平台无痕点焊机 DNB系列平台无痕点焊机
DNB系列平台无痕点焊机 发电机线圈连接线中频点焊专机
发电机线圈连接线中频点焊专机 银点静触头中频点焊机110KVA
银点静触头中频点焊机110KVA