螺母凸点焊机的工艺参数主要包括以下三个:
电极压力:电极压力的大小取决于被焊金属的性能、凸点的尺寸以及一次焊成的凸点数量。合适的电极压力应足以在凸点达到焊接温度时将其完全压溃,使两工件紧密贴合。
焊接时间:焊接时间的长短由焊接电流、凸点刚度以及工件材料和厚度决定。在确定合适的电极压力和焊接电流后,需调节焊接时间来获得满意的焊点。
焊接电流:焊接电流决定了焊点的熔化程度和焊接强度。每一焊点所需的电流应能在凸点完全压溃之前使其熔化,同时避免挤出过多金属。
 服务热线:186 1673 1111
服务热线:186 1673 1111
2024-12-10 14:28:43
 高分子扩散焊
高分子扩散焊 铝带铝箔焊接机
铝带铝箔焊接机 气瓶焊接充装系统
气瓶焊接充装系统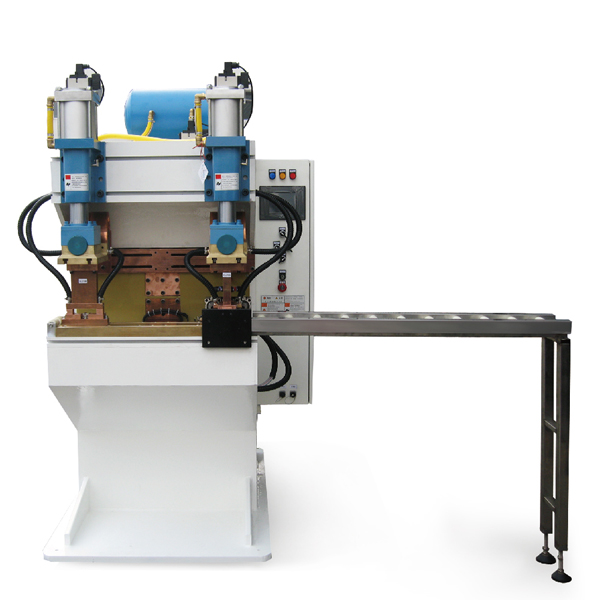 双头点焊机
双头点焊机 TD系列三相次极整流点焊机
TD系列三相次极整流点焊机 SC系列电容储能式点焊机
SC系列电容储能式点焊机 SG系列一体悬挂式点焊钳
SG系列一体悬挂式点焊钳 气动式点凸焊机---DTN-63
气动式点凸焊机---DTN-63 焊接循环冷却水箱
焊接循环冷却水箱 风冷盘管式冷水机
风冷盘管式冷水机 缝焊机(横缝)
缝焊机(横缝) 缝焊机(纵缝)
缝焊机(纵缝) 中频钢格板焊接生产线系列
中频钢格板焊接生产线系列 DMW3-4×250-1200 中频保护笼焊机
DMW3-4×250-1200 中频保护笼焊机 DNB系列双点头平台无痕点焊机
DNB系列双点头平台无痕点焊机 DNB系列平台无痕点焊机
DNB系列平台无痕点焊机 发电机线圈连接线中频点焊专机
发电机线圈连接线中频点焊专机 银点静触头中频点焊机110KVA
银点静触头中频点焊机110KVA