
设计理念
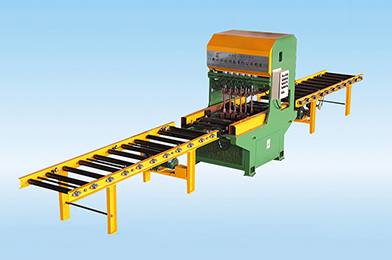
本设备主要由焊接主机、前输送架、后输送架、控制系统等组成;其中,前输送架、后输送架长度各约15米。
一、焊接主机
1、机身,由钢板及方管经加设备一体加工并焊接而成,确保了整机的精度要求,机身刚性好、强度高、结构合理、外形美观;机身分上、下整体两部分,每部分均设有盖板、防尘板,具有快速装卸功能,方便检查和维修。
2、加压系统,采用台湾Mindman或XMC气动元件,质量稳定;焊接气缸,采用燕尾座固定方式及电磁阀与缸体一体安装结构,调整快捷方便,加压速度快、效率高。
3、二次导体,合理采用好铜材,使焊接回路具有低阻抗、高导电性和耐久性,其中电极及导电杆均采用了CrCu材料。
4、冷却系统,采用封闭式5进5出、水循环回路,分别冷却可控硅、上、下变压器、上、下电极组件;装有水流流量计、水压检测器,可直观调整水流供给情况以及水压不足的预防报警;其中进排水阀门、水流显示器、水压检测器均安装在机体外,既实现了外部整洁、美观,又非常方便了检修。
5、变压器,采用低阻抗设计,二次回路上采用了好的导电材料降低了内耗,得到了小输入,大电流的焊接需求;铁芯由冷轧硅钢片叠装而成;次级绕组中的冷却水路布置合理,损耗小,工作效率高,使用寿命长;达到标准。
6、机械夹手装置,采用前后双夹手、往返联动、交替推动的设计理念,实现了自动化送料与焊接的目的,有效提高了焊接速度及生产效率。机械手夹紧力较高可达4000N,机械手推动力可达4000N。
7、桁架导向装置,该机构对桁架的引入输送,可以起到导向定位的作用,可以实现各种规格的桁架规格进行导向定位,确保了桁架与模板焊接时的位置尺寸。
二、输送架
1、采用链式传动、电机驱动、张紧离合器、多轴滑动等结合设计,确保了较大的承载能力,灵活的控制了运转与停送要求。
2、模块化、可拆式设计,安装简单、运输方便。
3、前后输送长度可达约15米,适用多种长度规格。
三、控制系统
1、SUN-18B控制箱,液晶显示,界面直观,操作简单,数据直接设定并编辑,精度可达到±3%;
2、具有恒电流、恒电压和恒三角三种控制功能;
3、可进行两个加压电磁阀控制(带增压控制);
4、具有4/15规范选择功能;
5、具有单点焊和连续点焊功能;
6、具有断电数据保存功能,断电10年数据不丢失;
7、具有出错自检功能,各种异常报警内容直接以数字显示。
主要参数
1、电源电压:单相AC380V,+10%~-20%;
2、额定频率:50/60Hz;
3、负载持续率:20%;
4、焊机额定输入功率:6x100KVA;
5、次级空载电压:8.0V;
6、较大短路电流:60KA;
7、气源压力:≥0.5MPa;
8、冷却水压力:0.3MPa;
9、冷却水流量:6L/Min;
10、冷却水温度:0≤30℃;
11、工作形程:45mm;
12、电极消耗补充行程:25mm;
13、较大焊接速度:4—8M/min;
14、较大模板焊接宽度:600/576mm;
15、较大桁架焊接高度:400mm;
16、桁架节间距:100~200mm;
17、输送架较大输送速度:12M/min;
18、电源电缆规格(铜芯电缆):≥50mm2;
19接地电缆规格(铜芯电缆):≥50mm2;
20、所配空气开关容量:400A;
21、进、出水口管径:φ14mm;
22、进气口管径:φ14mm;
23、焊接主机重量:2350kg;
24、输送架重量:10(节)x150kg=1500kg;
25、控制柜重量:100kg
四、工作条件及环境
1、海拔高度 ●海拔高度小于1000米。
2、电源 ●电源电压:AC380V±10%,频率:50Hz(三相); ●焊机要尽量安装在离电源或电源变压器比较近的地方,使供电线路尽可能短,如果距离电源太远,那么电压降低较大,会影响较大焊接电流的输出,相对于普通额定电压,通电时的电压波动应在5%-10%以内。
3、冷却水 ●冷却水流量:6L/min; ●冷却水进入设备温度:0≤30℃; ●冷却水电阻值:>5000Ω/cm; ●冷却水碳酸钙浓度:<50PPM; ●冷却水PH值:7.0—9.0
4、压缩空气 ●压缩空气压力:≥0.5MPa;
5、周围环境 ●无剧烈振动和颠簸; ●无严重灰尘、蒸汽及腐蚀性。
6、环境温度、湿度 ●较高焊接温度:<40℃,日平均温度<30℃; ●较低环境温度>0℃; ●湿度:≤90%。







